
Test Spar Build
Marvin designed a composite spar to reduce the cost and difficulty associated
with obtaining aircraft-grade wood in any species. As wood gets smaller in
dimensions, finding perfect grain without blemishes becomes much easier and less
expensive.
With that as the goal, Oscar did engineering calculations to prove what Marvin
had found through his work with Steve Imlay as shown on
Oscar's web site.
I took Oscar's drawings and built the outboard 6 feet of the main spar where it
becomes a cantilevered structure. While that wing section doesn't carry most of
the gross weight, it is under the highest stress. I followed Marvin and Steve's
design with the addition of laminating the upper spar cap from from 2 lengths of
3/4x3/4 western hemlock stock. I show the steps and result below.
Ensuring the 3/4" x 3/4" x 6" wood material would clamp up properly for
laminating 2 pieces into a 1 1/2" high top spar cap
Sticking the 2 pieces together with T88 epoxy

Clamped up for a 48 hour cure

Laying out the wood for assembling the wood structure. The web is 3/4" x 4
3/4" 4S4 CVG Douglas Fir.

Laying on wax paper to precent the clamp boards from sticking during cure up.

Resulting wooden test spar structure

Weight at this stage

Fitting the 3/4" XPS foam panel insert spacers to ensure the bidirectional
fibreglass lays flat for curing.
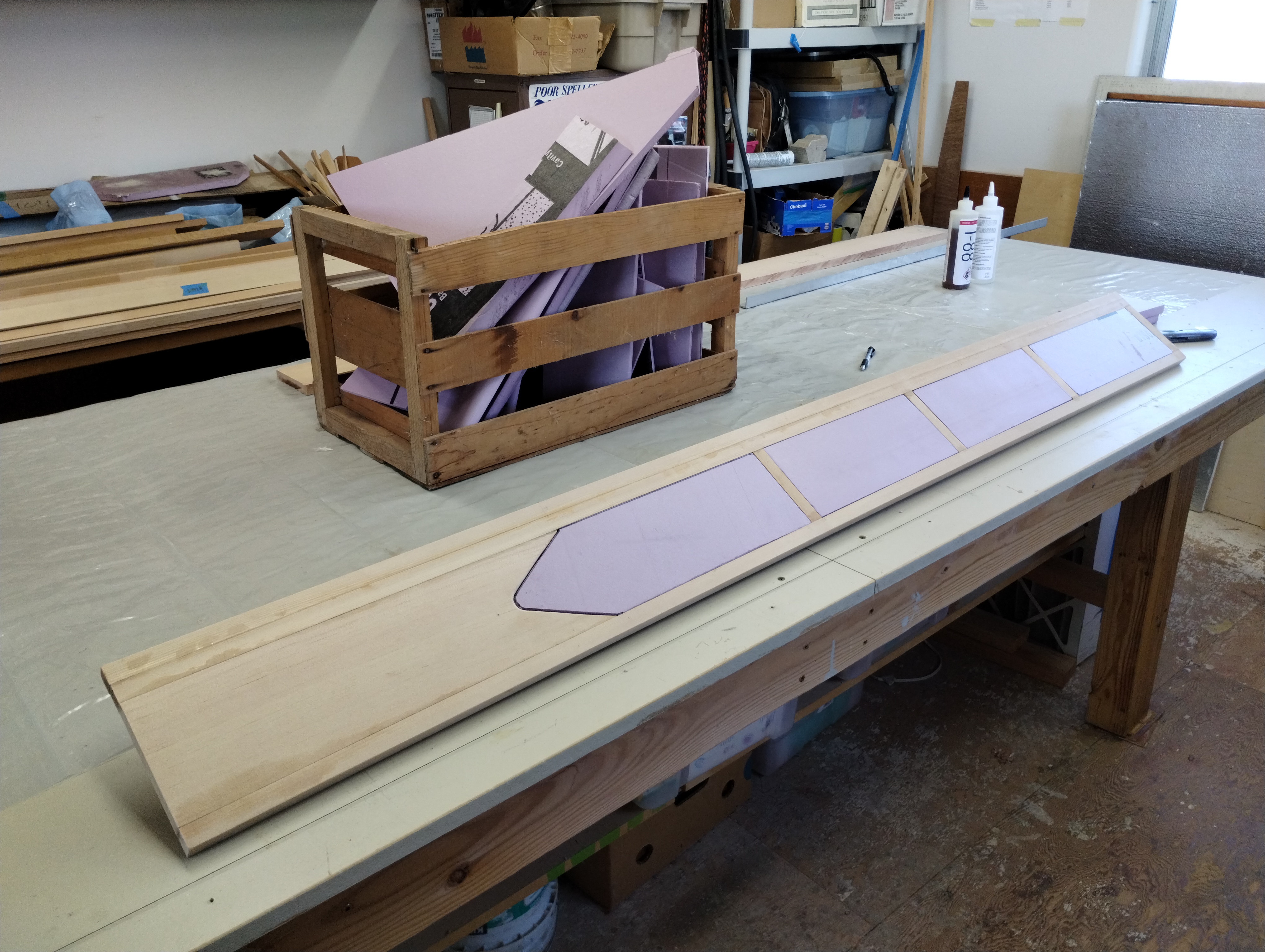
Micro-fill cracks and voids for a smooth transtion from wood-XPS-wood.

Cutting RA7255 fibreglass on a 45 degree bias
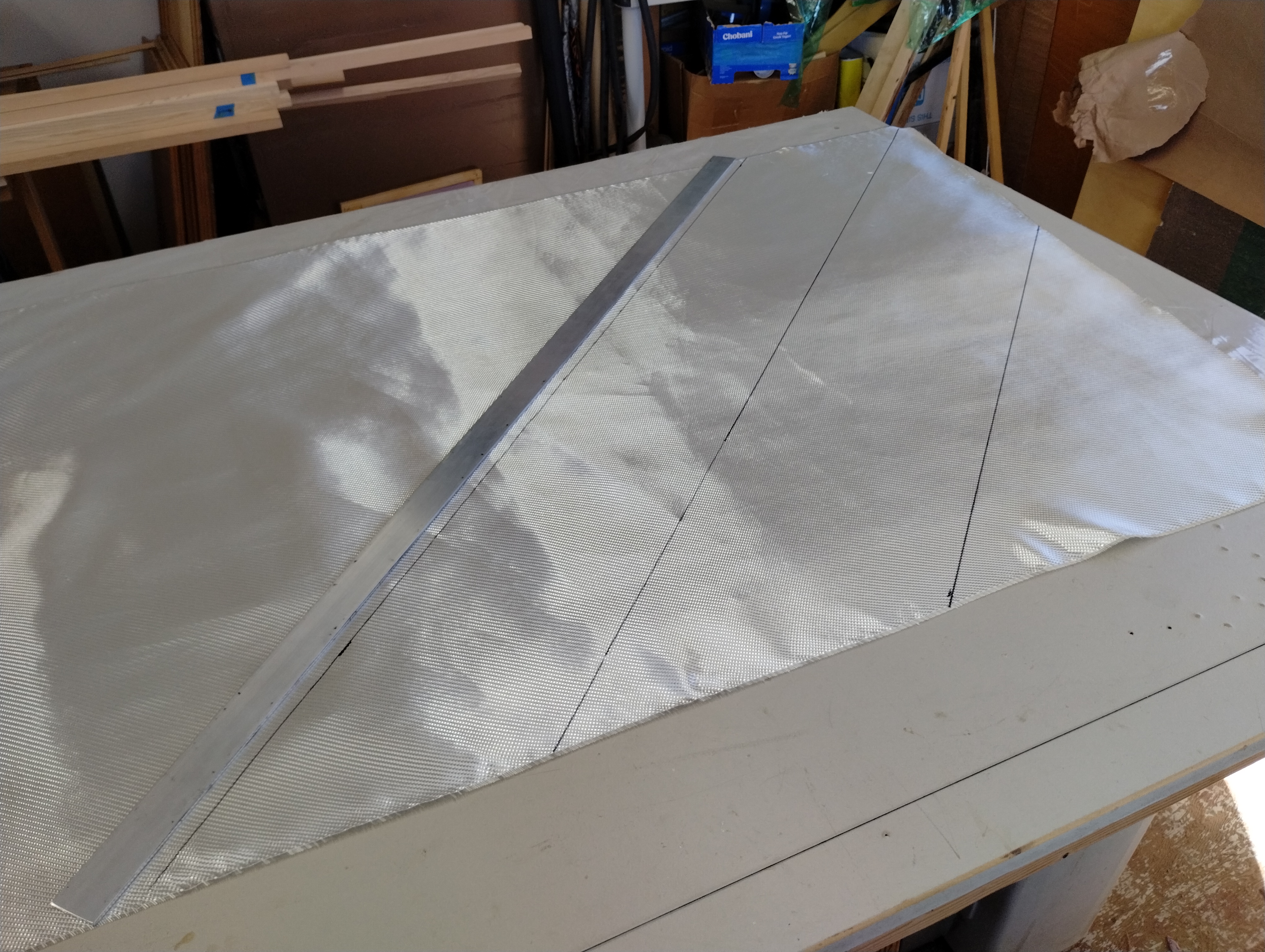
Top layer of FG applied with AeroPoxy PR2032 & PH3660 overlaid with peel ply.

Weight with XPS and single side FG applied

Weight with second side of FG applied

Finished test structure curing before stress testing
